
Speed and passion, quality first
To accelerate innovation and safeguard qualityOur end-to-end service is a highly collaborative and seamless' highway '
Date:2019-08-30
Nowadays, the application fields of hardware products are becoming more and more extensive. In order to ensure that we can better use these products, we suggest that everyone take a lookHardware stretching partsWhat are the production technology requirements? The higher the requirements, the better the product will be. Dongguan Bosi Hardware Electronics Co., Ltd. produces metal stamping and stretching parts with superior quality compared to peers, excellent materials far exceeding national standards, a service life of over 100000 times, a resistance to insertion and extraction of over 20000 times, oxidation resistance/fatigue resistance/good rigidity/high precision. It is the first choice for customers to purchase stretching parts!
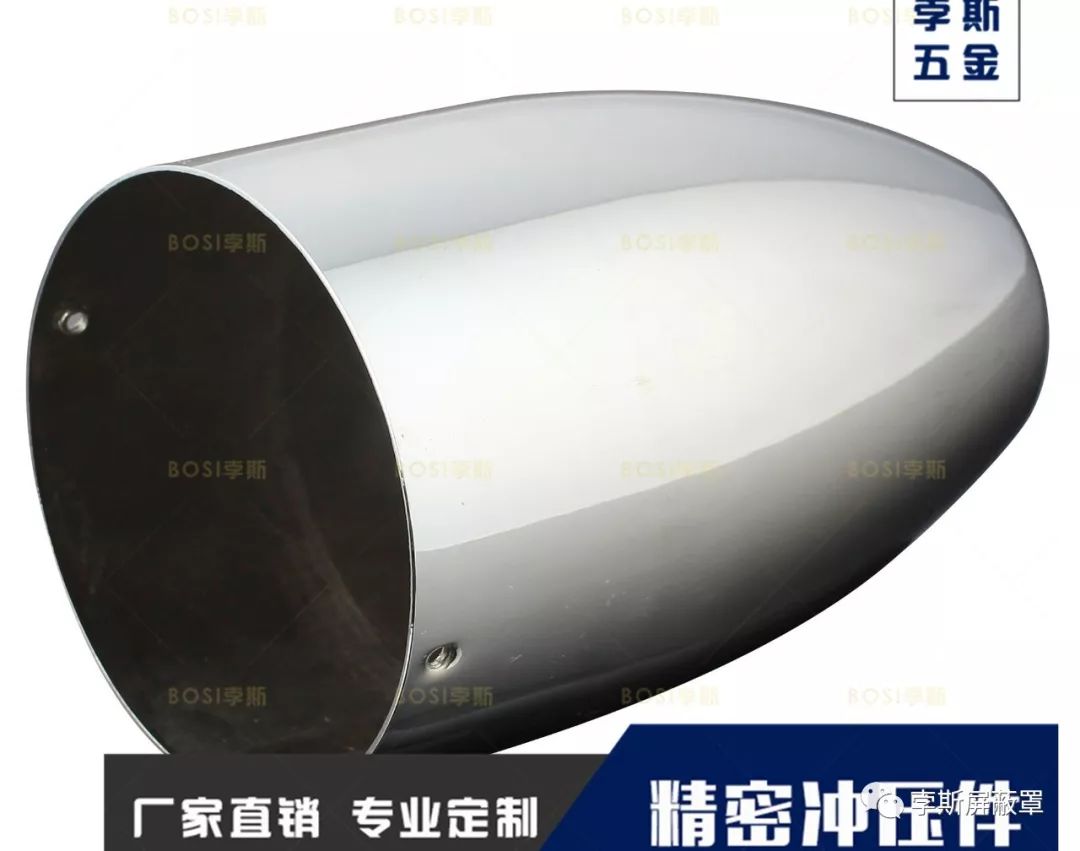
Bosi will introduce everyone to:What are the technical requirements for the production of metal stamping and stretching parts?
The shape of the stretching part should be as simple and symmetrical as possible, and it should be formed in one deep drawing as much as possible; Parts that require multiple deep drawing processes should allow for traces that may occur during the drawing process on both the inner and outer surfaces, while ensuring the necessary surface quality; On the premise of ensuring assembly requirements, it is allowed for the side wall of the deep drawn part to have a certain slope; The dimension annotation of deep drawn parts should indicate whether to ensure the external dimensions or internal dimensions, and cannot indicate both internal and external dimensions at the same time. The height dimension of deep drawn parts with steps should generally be based on the bottom.
If the above part is used as a reference, it is not easy to guarantee the height dimension; Apply dry film lubricant (mainly composed of nitrocellulose, oil-based alkyd resin, plasticizers, extreme pressure agents, and other additives) on the surface of the concave mold to reduce the frictional resistance between the material and the mold surface during deformation, making it easier for the material to flow from the deformation zone to the force transmission zone. The final two processes (forming, deep drawing, and flanging) in the original process were merged and integrated into one process (forming and flanging), so that the processing steps of the part were not increased, effectively controlling the processing cost. Reasonable preventive measures such as convex and concave die fillet, adding appropriate heat treatment processes, and applying lubricants on the surface of the concave die can improve the success rate of stainless steel tensile forming.
What are the key points for selecting metal stamping and stretching parts?
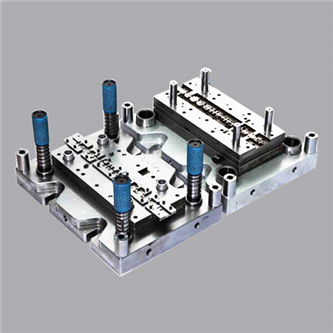
1. The parallelism of the upper and lower surfaces of the mold base should meet the requirements, and the parallelism is usually level 4.
2. The selected or planned mold base must be adapted to the relevant dimensions of the worktable and slider of the selected press, and necessary verification must be carried out.
3. The mold seat materials usually use HT200, HT250, or Q235, Q255 layout steel. For large precision molds, cast steel ZG35, ZG45 is used as the mold seat.
4. It is necessary to have a common spacing between the guide sleeve and guide column device holes of the upper and lower mold seats, and the accuracy is usually required to be below ± 0.02mm; The axis of the guide column and guide sleeve mounting hole of the mold base should be straight with the upper and lower planes of the mold base. When installing sliding guide columns and guide sleeves, the straightness is usually level 4.
5. The mold seat selected or designed for the stretching part must be compatible with the relevant dimensions of the worktable and slider of the selected press, and necessary verification must be carried out. For example, the minimum contour size of the lower mold seat should be at least 40-50mm larger on each side than the size of the leakage hole on the press worktable.
6. Try to choose a standard mold frame, and the type and specifications of the standard mold frame determine the type and specifications of the upper and lower mold bases. If it is necessary to design the mold base by oneself, the diameter of the circular mold base should be 30-70mm larger than the diameter of the concave template, and the length of the rectangular mold base should be 40-70mm larger than the length of the concave template. Its width can be slightly larger or equal to the width of the concave template. The thickness of the mold base can be determined by referring to the standard mold base, generally 1.0 to 1.5 times the thickness of the concave template, to ensure sufficient strength and rigidity.

If you are interested in purchasing metal stamping and stretching parts, please call our 24-hour customer service hotline at 13712595862, or add our customer service WeChat. Long press to recognize the QR code below, and we will be happy to serve you!







 Language
Language Your location:
Your location:






 Official account
Official account 0769-82928019
0769-82928019 E-mail
E-mail