
速度与激情,品质为先
为创新加速,为品质护航我们的全链路服务是一条高度协同、无缝衔接的“高速公路”
日期:2019-08-30
现在五金产品的应用领域越来越广泛了,为了确保我们更好的去使用这些产品,建议大家看一下五金拉伸件生产技术要求有哪些,越高的要求生产出来的产品就越好用,东莞市孛斯五金电子有限公司生产的五金冲压拉伸件品质领先于同行,材质精良远超[敏感词]标准,寿命可达10万次以上,耐插拔次数高达2万以上,抗氧化/抗疲劳/刚性好/精度高,是广大客户采购拉伸件的[敏感词]!
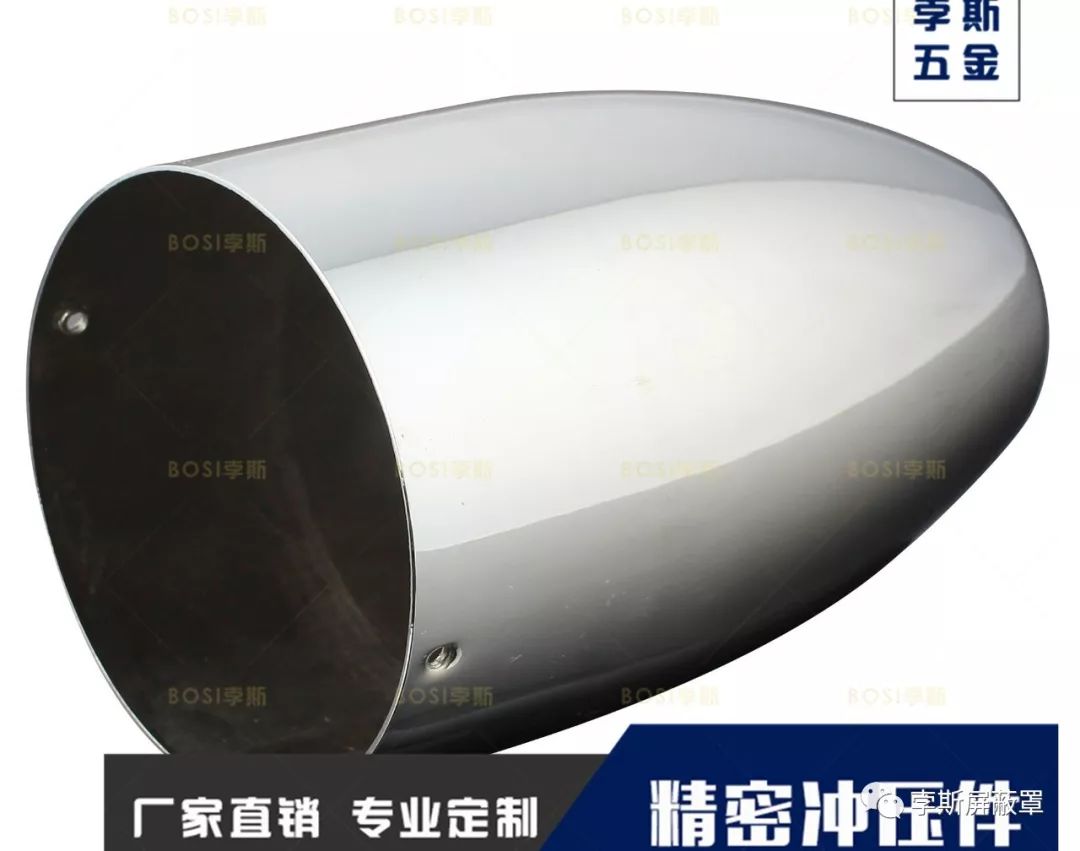
孛斯带大家了解下:五金冲压拉伸件生产技术要求有哪些?
拉伸件形状应尽量简单、对称,尽可能一次拉深成形;需多次拉深的零件,在保证必要的表面质量前提下,应允许内、外表面存在拉深过程中可能产生的痕迹;在保证装配要求的前提下,应允许拉深件侧壁有一定的斜度;拉深件的尺寸标注,应注明保证外形尺寸,还是内形尺寸,不能同时标注内外形尺寸。带台阶的拉深件,其高度方向的尺寸标注一般应以底部为基准。
若以上部为基准,高度尺寸不易保证;在凹模表面涂干膜润滑剂(主要成份为:硝化棉,油性醇酸树脂和增塑剂,极压剂等添加剂),以减小材料在变形过程中与模具表面的摩擦阻力,使材料更容易由变形区向传力区流动。合并了原工序中的终两道工序(即成形拉深、翻边工序),将其整合成一道工序(成形和翻边),使该零件的加工步骤没有增加,从而也就有效的控制了加工成本。合理的凸、凹模圆角、增加适当热处理工序和在凹模表面涂润滑剂等合理的预防措施,就可以提高不锈钢拉伸件成形的成功率。
五金冲压拉伸件选用要点有哪些?
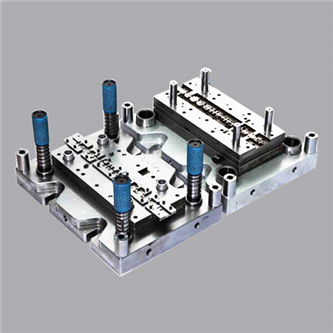
1、模座的上、下外表的平行度应到达需求,平行度公役通常为4级。
2、所选用或规划的模座有必要与所选压力机的作业台和滑块的有关尺度相适应,并进行必要的校核。
3、模座资料通常选用HT200、HT250,也可选用Q235、Q255布局钢,关于大型精细模具的模座选用铸钢ZG35、ZG45。
4、上、下模座的导套、导柱装置孔中间距有必要共同,精度通常需求在±0.02mm以下;模座的导柱、导套装置孔的轴线应与模座的上、下平面笔直,装置滑动式导柱和导套时,笔直度公役通常为4级。
5、拉伸件所选用或设计的模座必须与所选压力机的工作台和滑块的有关尺寸相适应,并进行必要的校核。比如,下模座的小轮廓尺寸,应比压力机工作台上漏料孔的尺寸每边至少要大40~50mm。
6、尽量选用标准模架,而标准模架的型式和规格就决定了上、下模座的型式和规格。如果需要自行设计模座,则圆形模座的直径应比凹模板直径大30~70mm,矩形模座的长度应比凹模板长度大40~70mm,其宽度可以略大或等于凹模板的宽度。模座的厚度可参照标准模座确定,一般为凹模板厚度的1.0~1.5倍,以保证有足够的强度和刚度。

如果您有意向采购五金冲压拉伸件,欢迎拨打24小时客服热线13712595862,也可以加客服微信,长按识别下图二维码,我们竭诚为您服务!





 语言
语言 您的位置:
您的位置:.jpg)









 关注公众号
关注公众号 0769-82928019
0769-82928019 E-mail
E-mail