
速度与激情,品质为先
为创新加速,为品质护航我们的全链路服务是一条高度协同、无缝衔接的“高速公路”
日期:2019-07-30
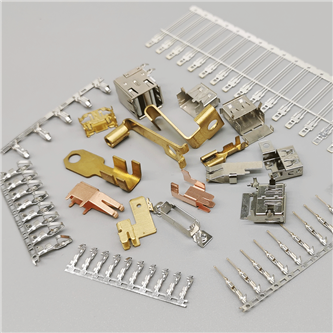
我们孛斯五金生产出来的五金冲压件不少都是需要做折弯工艺处理的,那么在折弯的时候可能会遇到表面擦伤的情况,那么为什么会造成这种情况的发生呢,[敏感词]小编为大家讲解一下原因以及解决方法,毕竟我们在五金行业有10多年的生产经验,在这方面的工艺有一定的了解。
1、对于铜、铝合金等软材料进行连续作业压弯时,金属微粒或渣滓易附在工作部位的表面,使制件出现较大的擦伤。
解决:这时应认真分析研究工作部位的形状、润滑油等情况使坯件应该不要出现微粒及渣滓,以至产生划痕。
2、五金冲压弯曲方向和材料的轧制方向平行时,制件表面会产生裂纹,使工件表面质量降低。
解决:在两个以上的部位进行五金冲压弯曲时,应尽可能的保证五金冲压弯曲方向与轧制方向有一定的角度。

3、毛刺面作为外表面进行五金冲压弯曲时,制件易产生裂纹和擦伤;
解决:故在五金冲压弯曲时应将毛刺面作为五金冲压弯曲内表面。
4、凹模圆角半径太小,五金冲压弯曲部位出现冲击痕迹。
解决:对凹模进行抛光,加大凹模圆角半径,可以避免五金冲压件擦伤。

5、凸凹模间隙不应太小,间隙太小会引起变薄擦伤。
解决:在冲压过程中要时刻检查模具的间隙的变化情况。
6、凸模进入凹模的深度太大时会产生零件表面擦伤,
解决:因此在保证不受回弹的影响的情况下,应适当的减少凸模进入凹模的深度。
7、为了使制件符合精度的要求往往使用在底部压料的五金冲压弯曲模,则在五金冲压弯曲时压料板上的弹簧,定位销孔、托板和退料孔等都会压制成压痕故应给予调整。

以上就是关于东莞五金冲压厂家:http://www.bosiwj.com/mp-12.html 为大家介绍的五金冲压件折弯表面擦伤的解决方法相关知识,相信大家可以知道怎么去解决了吧。
说到折弯机,不得不介绍一下我们东莞孛斯的德国CNC微型折弯机,我们可以处理材料厚度0.04-1.0mm之间,[敏感词]折弯宽度为150mm,小折弯宽度为2.0mm,精度可达0.01mm和角度达0.1度。欢迎大家咨询打样生产,我们定会做出你们所需要的产品




 语言
语言 您的位置:
您的位置:.jpg)









 关注公众号
关注公众号 0769-82928019
0769-82928019 E-mail
E-mail